نمونه طرحهای توجیهی رایگان(با فرمت ورد) در سایت ایران فرم (بخش طرح های توجیهی) قرار داده شده است. درنظر داشته باشید طرحهایی که درحال حاضر توسط این مجموعه تهیه و ارائه میشوند با فرمتهای جدید و بسیار کاملتر میباشند. شما میتوانید جهت دانلود هر کدام از طرح های توجیهی که در زیر برای شما دسته بندی گردیده است کلیک کرده و از لیست موجود طرح توجیهی مورد نظر خود را دانلود نمایید.
تمام حقوق مادی و معنوی مطالب متعلق است به www.iran-form.ir میباشد. جهت تهیه طرحهای توجیهی و مطالعات امکان سنجی با نرم افزار کامفار و بصورت تضمینی با دفاعیه بانکی و مهر مهندسین مشاور و تاییدیه کانون مشاورین اعتباری بانکی، با شماره ۰۹۱۲۵۹۰۶۳۴۲(مهندس تقوی) تماس حاصل نمایید.
مراحل تنظیم طرح توجیهی به ۲۲ بخش مجزا به شرح زیر خواهد بود :
۱ -مقدمه (چه مواردي در مقدمه می آید)
۲ -خلاصه ي بررسی هاي اولیه (موقعیت یابی طرح)
۳ -مشخصات مجري طرح
۴ -مشخصات طرح
۵ -مشخصات مجوزهاي قانونی اخذ شده
۶ -خلاصه برآورد مالی طرح
۷ -برآورد سرمایه ي ثابت
۸ -برآورد هزینهي نگهداري و تعمیرات طرح
۹ -برآورد هزینهي استهلاك طرح
۱۰ -برآورد سرمایه ي در گردش طرح
۱۱ -برآورد هزینه هاي پیش بینی نشده ي تولید
۱۲ -مشخصات محصول، فرآیند و روش تولید محصول
۱۳ -برآورد هزینههاي سرمایه گذاري کل طرح
۱۴ -نحوه ي سرمایه گذاري
۱۵ -هزینهی تسهیلات مالی
۱۶ -پیش بینی مالی طرح پس از شروع بهره برداري
۱۷ -قیمت تمام شده ي محصول
۱۸ -برآورد سود و زیان سالیانه ي طرح
۱۹ -محاسبه ي نقطه ي سر به سر (در ۱۰۰ درصد راندمان)
۲۰ -محاسبهی سایر نسبت هاي مالی
۲۱ -برنامهی زمانبندي اجراي طرح
۲۲ -تجزیه و تحلیل طرح
جهت سفارش نوشتن طرح توجیهی به زبان فارسی و زبان انگلیسی با ایران فرمتماس حاصل فرمایید. در صورتی که به طرح توجیهی جواز تاسیس و یا ارائه به بانک و یا هر سازمان دیگری نیاز دارید. جهت کسب مشاوره از متخصصان حرفهای اینحوزه با شماره ۰۹۱۲۵۹۰۶۳۴۲ (مهندس تقوی) تماس حاصل نمایید.
https://iran-form.ir/wp-content/uploads/2022/05/b.p2.jpg428745iran-formhttps://iran-form.ir/wp-content/uploads/2021/04/iranformlogo-300x138.pngiran-form2022-05-31 20:12:332023-09-07 11:00:50مراحل تدوین طرح توجیهی در یک نگاه
طرح توجیهی واژه اي که این سال ها زیاد شنیده ایم. براي اخذ تسهیلات بانکی یا اخذ مجوز از سازمان هاي دولتی مانند سازمان صنعتمعدنتجارت و یا جهادکشاورزي و … به وجود طرح توجیهی نیاز پیدا کردهایم.
طرح توجیهی نیاز اولیه یک کارآفرین است حال چه براي یک کسب و کار کوچک چه احداث یک مجتمع عظیم صنعتی و تولیدي. طرح توجیهی معادل واژه انگلیسی Study Feasibility میباشد و عبارتست از گزارشی که توجیهپذیري یک طرح را از جنبههاي مختلف بازار، فنی، مالی و اقتصادي مورد بررسی و مطالعه قرار میدهد.
مقصود از طرح هر پروژه صنعتی و یا خدماتی می باشد که پس از اجرا و در نهایت منجر به ارائه یک محصول و یا خدمت به مصرف کنندگان میانی و یا نهایی میگردد. یک طرح ممکن است شامل احداث یک کارخانه تولیدي و یا افزایش یک خط تولید به خطوط تولید یک کارخانه موجود و یا تأسیس یک شرکت خدماتی رفاهی باشد. براین اساس میتوان جهت تحلیل و بررسی هر تصمیم سرمایهگذاري یک گزارش توجیهی آماده نمود.
طرح توجیهی، شامل نماي کلی پروژه یا فعالیت اقتصادي و کسبوکاري است که قصد راهاندازي آن را دارند.
پیشاز شروع هرفعالیتی، درنظرگرفتن عوامل و شرایط موجود و بررسی آنها در موفقیت و پپشبرد کسبوکار نقش اساسی ایفا میکند. چرا که هر فعالیتی که بدون تدبیر و برنامهریزي آغاز شود، محکوم به شکست خواهدبود. طرح توجیهی زوایاي سرمایهگذاري از قبیل میزان سرمایهگذاري، وضعیت بازار و وضعیت موجود یک طرح را براي سرمایهگذار روشن میکند. تا سرمایهگذار بتواند تصمیمگیري راحت و درستی از مسیر انتخابیش داشتهباشد.
بخش هاي مختلف یک طرح توجیهی
بخش اول – مطالعات بازار (Study Market) :
جنبههاي مختلف بازار محصولات و یا خدمات پیشبینی شده براي طرح از جمله عرضه، تقاضا، مصرف، بازار هدف و سایر موارد را مورد مطالعه و بررسی قرار میدهد.
بخش دوم – توجیه پذیري فنی(Feasibility Technical)
در این بخش ابعاد مختلف فنی طرح از جمله دانش فنی مورد استفاده، ظرفیت، محل اجرا، ماشینآلات و تجهیزات موردنیاز و ساختار اجرائی آن را مورد مطالعه قرار میدهد.
بخش سوم – تجزیه و تحلیل مالی(Analysis Financial) :
در آن شاخص هاي مختلف مالی و سودآوري طرح با استفاده از اطلاعات بخش هاي قبلی گزارش و براساس اصول و استانداردهاي اقتصاد مهندسی بدست آمده و مورد تجزیه و تحلیل قرار می گیرد و براساس آن شاخص ها در خصوص اجرا و یا عدم اجراي طرح تصمیم گیري می شود.
نخستین مرحله از فرایند بررسی توجیهپذیري هر طرحی مربوط به مطالعات بازار آن میباشد. هر طرحی با توجه به ماهیت آن داراي محصولات یا خدمات (که در حالت کلی محصول نامیده میشود) گوناگونی میباشد. که هدف از اجراي آن طرح، ارائه محصول به بازار مصرف است. براین اساس پس از شناسایی بازارهاي مصرف محصول و تعیین بازار هدف مورد نظر بایستی به بررسی همه جانبه این بازار اهتمام ورزید. مهمترین مواردي که در مطالعات بازار طرح ارائه میگردد شامل تعیین آمار مربوط به میزان تولید، واردات، صادرات و مصرف محصول مورد نظر در طی سالهاي مختلف در کشور و همچنین پیشبینی این موارد در طی سالهاي آتی میباشد.
پیش بینی تقاضا به عنوان یکی از مهمترین ارکان مطالعه بازار می باشد. بطوریکه با استناد به پیش بینی هاي انجام شده تحلیل وضعیت آینده صنعت مورد بررسی صورت می پذیرد. روشهاي مختلفی براي پیشبینی تقاضا در سالهاي آتی وجود دارد که انتخاب روش مورد نظر متأثر از دو عامل زیر میباشد. ۱ .نوع محصول به لحاظ مصرفی، واسطه اي، سرمایه اي بودن ۲ .آمار و اطلاعات در دسترس
جهت سفارش نوشتن طرح توجیهی به زبان فارسی و زبان انگلیسی با ایران فرمتماس حاصل فرمایید. در صورتی که به طرح توجیهی جواز تاسیس و یا ارائه به بانک و یا هر سازمان دیگری نیاز دارید. جهت کسب مشاوره از متخصصان حرفهای اینحوزه با شماره ۰۹۱۲۵۹۰۶۳۴۲ (مهندس تقوی) تماس حاصل نمایید.
منظور از ارزیابی عملکرد، فرآیندی است که به وسیله آن کار کارکنان در فواصل معین و به طور رسمی مورد بررسی و سنجش قرار می گیرد. شناخت کارکنان ضعیف و بهبود آنها و همچنین شناخت کارکنان قوی و اعطای پاداش به آنها از اهم اهداف ارزیابی عملکرد است.
کاربردهای ارزیابی عملکرد
۱ -برنامه ریزی نیروی انسانی
۲ -کارمندیابی و انتخاب
۳ -تعیین روایی آزمونهای استخدامی
۴ -آموزش و تربیت کارکنان
۵ -تعیین مسیر شغلی
۶ -حقوق و مزایا
۷ -شناخت استعدادهای بالقوه کارکنان
مراحل مختلف فرآیند ارزیابی
۱ -تعیین هدف ارزیابی
۲ -تفهیم عملکرد مورد نظر و استاندارد ارزیابی به فرد
۳ -اند ازه گیری عملکرد واقعی فرد
۴ -مقایسه استاندارد تفهیم شده به فرد و عملکرد واقعی او
۵ -برنامه ریزی اقدام اصلاحی با فرد در صورت نیاز
عوامل موثر در تعیین نوع سیستم ارزیابی
۱ -اندازه سازمان
۲ -پویایی سازمان
۳ -سطوح مختلف در سلسله مراتب
انواع ارزیابی
۱ -ارزیابی سرپرست مستقیم
۲ -ارزیابی رئیس بوسیله مرئوس
۳ -ارزیابی همقطاران از عملکرد یکدیگر
۴ -ارزیابی گروهی
۵ -ارزیابی از طریق خودسنجی
روشهای ارزیابی
۱ -روش مقیاسی
۲ -روش عامل سنجی
۳ -روش ثبت وقایع حساس
۴ -روش توصیفی
۵ -روش قیاسی
۶ -روش درجه بندی
۷ -روش توزیع اجباری
۸ -روش انتخاب اجباری
۹ -روش مقیاسی رفتاری
۱۰-روش ارزیابی بر اساس مدیریت بر مبنای هدف
ایرادات ارزیابی عملکرد
۱ -عینیت نداشتن
۲ -تعمیم
۳ -سختگیری، تساهل یا محافظه کاری
۴ -تازگی
۵ -مقابله
۶ -محاکمه به جای ارزیابی
۷ -تعصبات شخصی ارزیاب
سیستم پاداش
به جبران زحمتی که فرد در سازمان متحمل میشود، در ازای وقت و نیرویی که فرد او در سازمان صرف می کند و به تلافی خلاقیت و ابتکاراتی که او برای یافتن و بکارگیری رویه ها وروش های جدیدتر و بهتر بکار می برد، سازمان به فرد پاداش می دهد. اگر این پاداش در قبال وظایف روزمره دریافت شود به آن حقوق و دستمزد گفته میشود و اگر این پاداش برای سطح بالاتری از وظایف پرداخت گردد، به آن فوق العاده شغلی یا مزایا گفته می شود.
انواع پاداش
۱ -پاداش های دورنی
۱-۱ مشارکت در تصمیم گیری ها
۱-۲ استقلال و آزادی عمل در شغل
۱-۳ مسئول بودن
۱-۴ کار جالب داشتن
۱-۵ امکان و فرصت برای شغل شخصی
۲ -پاداش های بیرونی
۱-۲- پاداش های غیر نقدی
– دفتر بزرگ با دکور مطابق سلیقه مدیر
– عنوان شغلی پر ابهت
– رئیس دفتر یا منشی مخصوص
– حق انتخاب وظایف و تکالیف
– حق انتخاب همکاران و گروه کاری ۲-۲ پاداش های نقدی
– پاداش بر مبنای عملکرد
– پاداش بر مبنای حضور در سازمان
مبانی اعطای پاداش
۱ -عضویت در سازمان
۲ -حضور در سازمان
۳ -عملکرد
۴ -ارشدیت
۵ -تخصص
۶ -دشواری کار
۷ -قضاوت و تصمیم گیری
ویژگی های سیستم پاداش موثر
۱ -اهمیت
۲ -انعطاف
۳ -فراوانی (دفعات)
۴ -آشکاری
۵ -توزیع منصفانه
۶ -هزینه مناسب
ماهیت مدیریت منابع انسانی، شناسایی، انتخاب، استخدام، تربیت و پرورش نیروی انسانی یک سازمان، به منظور نیل به اهداف سازمان است. منظور از منابع انسانی سازمان تمام افرادی هستند که در سطوح مختلفسازمانی مشغول به کار هستند و منظور از سازمان تشکیلات کوچک یا بزرگی است که به قصد و نیتی خاص و برای نیل به اهدافی مشخص به وجود آمده است.
وظایف مدیریت منابع انسانی
• نظارت بر استخدام در سازمان به طوری که این امر در چارچوب قانون و مطابق با قوانین و مقررات انجام گیرد و حق و حقوق قانونی متقاضیان مشاغل پایمال نگردد.
• تجزیه و تحلیل مشاغل به طوری که ویژگیهای هریک مشخص و معین گردد.
• برنامه ریزی برای تامین نیروی انسانی مورد نیاز سازمان.
• انتخاب و استخدام بهترین و شایسته ترین نیروهای ممکن برای تصدی مشاغل در سازمان.
• طراحی و تنظیم برنامه هایی که ورود کارکنان جدید به سازمان را تسهیل و به ایشان کمک نماید تا جایگاه صحیح سازمانی و اجتماعی خود را در آن بیابند.
• آموزش کارکنان.
• تربیت مدیر.
• طراحی سیستم ارزیابی عملکرد سازمان.
• طراحی سیستم پاداش.
• طراحی سیستم حقوق و دستمزد.
• وساطت میان سازمان و سندیکاهای کارگری.
• طراحی سیستمی برای رسیدگی به خواسته ها یا شکایات کارکنان.
• طراحی سیستم بهداشت و ایمنی محیط کار.
• طراحی سیستم انضباط.
نقش مدیریت منابع انسانی در سود بخشی سازمان
۱ -کاهش اضافه کاری های غیر ضروری با افزایش راندمان کار در ساعات عادی.
۲ -اتخاذ تدابیری برای کاهش غیبت و مرخصیهای به ظاهر موجه و کنترل آنها.
۳ -طراحی صحیح مشاغل برای جلوگیری از اتلاف وقت کارکنان.
۴ -جلوگیری از ترک سازمان با مدیریت صحیح و برقراری روابط انسانی و اجتماعی سالم که باعث افزایش رضایت کارکنان گردد
۵ -طراحی یک سیستم بهداشت و ایمنی موثر.
۶ -آموزش مهارتهای لازم به منظور تربیت کارکنانی که حداکثر بازدهی را داشته باشند.
۷ -یافتن و استخدام شایسته ترین فرد ممکن برای هر شغلی و در هر سطحی.
۸ -طراجی سیستمی برای پرداخت حقوق و مزایا که بتواند در جذب و نگهداری نیروهای کارا با سایر سازمانها رقابت نماید
۹ -تشویق متصدیان مشاغل به گونه ای که زمینه مساعدی برای ابراز نظرهایشان درباره کاهش هزینه ها فراهم آید.
امروزه مدیریت مشارکتی یکی از پیشرفتهترین و موثرترین روشهای مدیریت در دنیاست ، و کارامدترین و اصلیترین ابزار در این نوع مدیریت نظام پیشنهادهای سازمانی است.
تعاريف نظام پيشنهادات
۱- پيشنهاد: ايده، طرح و انديشه اي است كه مي تواند موجب حل مشكلات، بهبود فرآيندها، بهينه سازي امور و افزايش كارآيي و اثربخشي سازمان شود.
۳- نظام پيشنهادها: سيستمي است كه از طريق آن تمامي كاركنان و ذينفعان سازمان اين امكان را مييابند تا با ارائه نظرات، ايدهها و طرحهاي خود در جهت ارتقا عملكرد سازمان گام بردارند.
۴- فراخوان پيشنهاد: تكنيكي است كه از طريق آن مديران سازمان با اعلام مشكلات و مسائل مربوط به يك موضوع خاص به صورت هدفمند، خواهان ارائه راهكارها و ايدههاي كاركنان براي مرتفع نمودن آن مشكلات هستند.
ضرورت استقرار نظام پيشنهادات
نظام يا سيستم پيشنهادات، تكنيكي است كه ميتوان از فكر و انديشه هاي كاركنان براي مسئله يابي، چارهجويي و حل مسائل و مشكلات سازماني بهره جست.
بر اساس نظام پيشنهادات كليه كاركنان از عاليترين رده سازماني تا پايينترين سطح آن ميتوانند پيشنهادات، ايدهها ، ابتكارات و نظرات خود را براي رفع نارساييهاي موجود در روند كاري و يا بهبود روشهاي انجام كار و يا افزايش كيفيت توليد ارائه دهند. البته نظام پيشنهادات فقط انتقاد نيست بلكه در آن راه چاره نيز ارائه ميگردد.
فقط به بيان مشكلات پرداخته نميشود بلكه راهحلهاي رفع مشكلات نيز ارائه ميشود. از اين طريق كاركنان مي توانند به همه امور و فعاليتهاي سازمان بپردازند. و پيشنهادهاي اصلاحي خود را بر اساس فرآيندي مشخص تدوين و ارائه نمايند.
نظام پیشنهادات در سازمان
استقرار نظام پذيرش و بررسي پيشنهادات در يك سازمان توجه و حساسيت كاركنان را به فرآيندهاي كار بيشتر كرده و باعث مشاركت بيشتر كاركنان در سازمان ميشود.
با افزايش مشاركت، خلاقيت و روحيه كاركنان، راهكارهاي عملي براي حل مسائل و مشكلات سازمان پيدا ميشود.
متأسفانه بهدلايل مختلف نظام مشاركتي و پيشنهادات در كشور ما جايگاه خود را پيدا نكردهاست. كاركنان در تصميمگيريهاي سازمان مشاركت داده نميشوند و اگر در يك سازماني مشاركت هم دادهشوند ازطرف كاركنان استقبال نميشود.
شايد از مهمترين دلايل عدم استقبال كاركنان از سيستم پيشنهادات به دليل بيتوجهي به نظرات و پيشنهادات كاركنان بوده است. كه نظرات و پيشنهاداتي را مطرحكرده اند ولي به آنها بهايي داده نشده است. و لذا براي كاركرد بهتر اين نظام در سازمانهاي ايران ابتدا بايد كار فرهنگي صورت گيرد. تا ذهنيتي كه از ارائه پيشنهادات دارند تغيير يابد.
به همين علت اگر اين سيستم را در سازمان مستقر گرديد انتظار نداشته باشيد كه از فرداي آن روز پيشنهادات از جاي جاي سازمان سرازير گردد.
بلكه براي معتبر سازي و ايجاد يك ذهنيت مثبت تلاش كنيد، و آن نيز با شعار امكان پذير نميباشد بلكه بايد عملاً نظام پيشنهادات را تقويت كنيد.
نتايج مورد انتظار از اجراي نظام پيشنهادات:
صرفهجويي و كاهش هزينه ها
ارتقاي بهره وري در سازمان
بهبود روشهاي انجام كار
ابداع روشهاي تازه و يا توليدات تازه
افزايش خلاقيت و نوآوري در سازمان
افزايش رضايت مندي كاركنان
به طور خلاصه ميتوان گفت استقرار نظام پيشنهادات در هر سازماني مشاركت كاركنان را در تصميمگيريهاي سازمان بيشتر نموده و خلاقيت و نوآوري، انگيزه و روحيه رضايتمندي كاركنان را بهبود ميبخشد و بهبود و بالندگي فرد و سازمان را تقويت مينمايد.
نگهداري بهرهور فراگير (TPM) يك برنامه نگهداري كلي ميباشد. دانشمندان (TPM) را از چندين جنبه با كنترل كيفيت فراگير (TQM) مقايسه ميكنند، مانند:
۱) هدف كلي برنامه بوسيله بالا بردن سطح مديريت در دستور كار است.
۲) كاركنان بايد توانايي بهبود عملكرد را داشته باشند.
۳) چشمانداز زيادي بايد پذيرفتهشود و (TPM) ممكناست يكسال يا بيشتر براي تجهيزات و فرآيند درحال اجرا وقتبگيرد. تغيير در ذهن كاركنان و قرار دادن آن در جهت مسئوليتهاي كاريشان نيز بايد به همان خوبي انجام شود.
(TPM) نگهداري را به سوي قسمت ضروري و مهم و حياتي كارها متمركز ميكند و يك ديدگاه بلند مدت مانند يك فعاليت بدون سود نيست. زمان كسي براي نگهداري زمانبندي شده وجود دارد و مانند قسمتي از دوره ساخت است و يا حتي در بعضي موقعيتها مثل يك بخش جدا نشدني از فرآيند ساخت ميباشد. به اين سادگي نيست كه هر وقت در جريان مواد خرابي بوجود آمد وارد بشويم. هدف نهايي اين است كه نگهداريهاي زمانبندي نشده و اورژانسي را در حداقل نگهداريم.
چه موقع و چه زماني (TPM) به وجود آمد؟
(TPM) از (TQM) كه از نتيجه مستقيم تأثير «ادوارد دمينگ» روي صنعت ژاپن شكل گرفته است، حاصل ميشود. دكتر دمينگ اندكي بعد از جنگ جهاني دوم در ژاپن ابتدا به عنوان آماردان شروع به نشان دادن اين كرد كه چطور تجزيههاي آماري را در توليد به كار بسته و ازنتايج دادههاي كنترل كيفيت در طول ساخت استفاده كند. شيوههاي نخست آماري و نتايج كنترل كيفيت روحيه كاري ژاپني را برانگيخت و به زودي يك راه حيات براي صنعت ژاپن شد. اين توليد جديد سرانجام دانستههايي مثل كنترل كيفيت فراگير را در برداشت.
زماني كه مشكل نگهداري ماشينآلات به عنوان يك قسمت از برنامه (TQM) بررسيشد برخي از مفاهيم كلي مناسب به نظر نميرسيدند و يا در محيط نگهداري خوب كار نميكردند.
نگهداري پيشگيرانه (PM) شيوهاي بود كه خيلي جاها بايد استفاده ميگرديد و در بيشتر كارخانهها نيز آموزش داده ميشد. با استفاده از تكنيكهاي (PM) و الگوهاي زمانبندي شده نگهداري، حفظ ماشينهاي عملياتي گسترش يافت. هر چند در خلال شروع سرويس ماشين پيامد عمده اين شيوه كوشش در جهت بهبود توليد است.
اغلب يك نكته رعايت ميشود كه “اگر يك كم روغن خوب است، بسيار آن بايد بهتر باشد”. برنامه زمانبندي نگهداري توليد كنندهها بايد از يك فهرست از خواستههاي كوتاه مدت به عنوان درخواستهاي واقعي ماشين پيروي كند. اپراتور ماشين، خيلي كم يا اصلاً در برنامه نگهداري درگير نميشود و كاركنان نگهداري بايد آموزش كمي افزون بر جلوگيري دستي ببينند.
نياز اجراي بيشتر برنامه زمانبندي نگهداري براي هماهنگي با سفارشهاي توليد به عنوان يك روش بهبود سودآوري و كيفيت محصول به سرعت توسط شركتهايي كه برنامه (TQM) را اجرا ميكردند شناخته شد. براي حل اين مشكل و رعايت مفهوم (TQM)، تغيير شكل جزئي در مفاهيم (TQM) اوليه داده شد. اين تغيير شكل آشكار نگهداري يك وضعيت جدا ناپذير از برنامه كيفيت سراسري بود.
سرچشمه شروع نگهداري بهرهور فراگير مورد ترديد است. بعضي ميگويند كه توليد كنندههاي آمريكايي آن را در بيش از چهل سال قبل وضع كردند. برخي ديگر نوشتهاند كه سرچشمه آن يك برنامه نگهداري است كه پيش از ۱۹۶۰ توسط نيپاندنسو، در قسمتهاي برقي خودرو در يك كارخانه ژاپني به كار رفته است. سيچي ناكاجيما، يك كارمند ارشد با ايجاد تجهيزات نگهداري با افتخار مفهوم (TPM) را شناساند و ابزار آن را در صدها كارخانه در ژاپن نشان داد. كتابها و مقايسههايي درباره (TPM) بوسيله ناكاجيما و ديگر ژاپنيها به خوبي نويسندگان آمريكايي پس از ۱۹۸۰ شروع به ظاهر شدن كردند.
نخستين توجه فراوان به (TPM) در كنفرانس ايالات متحده در سال ۱۹۹۰ اتفاق افتاد. امروزه چندين مشاور از شركتها برنامهاي روزمره به كنفرانس (TPM) پيشنهاد كردند كه به خوبي مشاور در اختيار ميگذارد و براي هماهنگي تعميرها در كارخانه خواشتند كه شركتها برنامه (TPM) را شروع كنند.
اجراي TPM
در شروع بهكاربردن مفهوم (TPM) در عمل نگهداري كارخانه، به تمام نيروي كار اول بايد قبولاند كه بالاترين سطح سرپرستي مقيد شدن به برنامهاست.
اولين مرحله در اين تلاش اين است كه يك نفر را به عنوان هماهنگ كننده (TPM) استخدام كنيم. مسئوليت وي اين است كه هماهنگ كنندهاي باشد تا مفاهيم (TPM) را به نيروي كار در يك برنامه آموزشي بقبولاند. و آن را به عنوان يك كار آموزشي دقيق انجام دهد و نيروي كار را مجاب كند كه (TPM) مانند ديگر برنامههاي ماهانه نيست و هميشه انجام خواهد شد، شايد يك سال و يا براي هميشه.
يكي از هماهنگ كنندهها معتقد است كه نيروي كار به برنامه (TPM) خيانت ميكنند و آنها آن را نميفهمند و مستلزمند كه اول مطالعه كنند و گروههاي عملي شكل گيرند. اين تيمها معمولاً از افرادي ساخته شده كه مستقيماً تحت تأثير مسائل مورد توجه ميباشند. اپراتورها، پرسنل نگهداري، سرپرستهاي شيفت، برنامهريزيهاي زمان و مديران بالايي ممكن است همه شامل تيم شوند. هر شخص يك سرپرست در فرآيند ميشود و با موفقيت در كارش بهترين تأثير را در دستيابي به موفقيت تيم دارد. معمولاً سرپرستهاي هماهنگ كننده (TPM) در تيمها تا زماني زماني كه ديگران با فرآيند آشنا شوند به عنوان هدايت كنندههاي تيم به چشم ميخورند.
عملكرد تيمها عهدهداري و مسئوليت شناختن فضاهاي مشكل، جزئيات تحول روشهاي بهبود و آغاز كردن فرآيندهاي اصلاحي است. تشخيص مسئله و شروع راهحل به راحتي براي بعضي از اعضاي تيم ممكن نيست. آنها در جايي كه فرصت ديدن انجام متفاوت كارها را دارند نميخواهند فقط به يافتههاي ديگر كارخانهها اكتفا كنند.
در كاركرد خوب برنامههاي (TPM)، اعضاي تيم اغلب همكاري تجهيزات را براي رعايت و مقايسه روشهاي (TPM)، تكنيكها و روشهاي كار مشاهده ميكنند. اين فرآيندها مقايسههاي قسمتي از يك اندازهگيري كلي است كه محكزني ناميده ميَود و يكي از بزرگترين امتيازهاي برنامه (TPM) ميباشد.
تيمها تشويق به شروع مسائل كوچك و نگهداري موشكافانه يادداشتهاي گذشتهشان ميشوند. اتمام موفقيتآميز كار تيمي هميشه توسط مديريت تشخيص داده ميشود. علني بودن برنامه و نتايجش يكي از موفقيتهاي نهفته برنامه است. در آخر تيمهايي كه با فرآيند (TPM) آشنا هستند و تجزبه موفقيتآميز در مشكلات كوچك دارند با مشكلاتي كه همواره با اهميت و پيچيدهتر هستند آشنا ميشوند.
بهعنوان مثال:
در يك كارخانه، يك سوراخكن فشاري بهعنوان ناحيه مسأله انتخاب شدهبود. ماشين در كوچكترين جزئيات مورد ارزيابي قرارگرفت. توليد در يك دوره زماني طولاني، زمان توليد كالا در مقابل زمان عدم توليد كالا در پرونده ثبت شد. بيشتر اعضاي گروه مشاهدهكردند كه در يككارخانه كه در چندين موقعيت دورتر پرس مشابه وجود دارد كاركرد عمر مفيد بيشتراست. اين مشاهده به آنها ايده داد كه چگونه بتوانند محل آنها را تشخيص دهند. يكسري روشهاي عملي براي تبديل شدن ماشين به شرايط توليد “درجه جهاني” به زودي طراحي و به كارگيري شد.
درفاصله درگيرشدن ماشين با كار تعمير، تميزكردن، رنگ زدن، تنظيمكردن و تعويض قسمتهاي آسيب ديده، تسمهها و لولهها و… انجام ميشود. به عنوان يك قسمت اين فرآيند، كارآموزي حين كار و نگهداري از ماشين مدنظر است. يك ليست كنترل روزانه از وظايف نگهداري تهيه و توسط اپراتور انجام ميشود. يك كارخانه را ميتوان نمايانگر همكاري در چند مرحله از فرآيند خواند.
بعد از اثبات موفقيتآميز روي يك ماشين و ثبت كردن، شروع ميكند به نشان دادن اينكه چگونه فرآيند توليد بهبود مييابد و يكيديگر از ماشينها انتخاب ميشود و سپس ديگري، تا سراسر محيط توليد داخل شرايط سطح جهاني شده و با يك سرعت قابل ملاحظه بالا توليد كنند.
توجه كنيد كه در مثال بالا، اپراتور احتياج دارد كه فعالانه يك قسمت نگهداري ماشين را به عهده بگيرد. اين يكي از ابداعات پايهاي (TPM) اين عبارت كه “من فقط اپراتور آن هستم!” به هيچ وجه پذيرفتني نيست. كار روزانه نگهداري كه عبارتنداز: كنترلها، تنظيمات جزئي، روانكاري و تعويض قسمتهاي جزئي از مسئوليتهاي اپراتور است. بررسيهاي كلي و از كارافتادگيهاي اصلي جزء وظايف پرسنل نگهداري تجهيزات و دستيار اپراتور است. حتي ممكن است خارج از بحث نگهداري، كارشناسهاي كارخانه بگويند كه اپراتور تجهيزات بايد در يك قسمت مهم از فرآيند تعمير شركت داشتهباشند.
آموزش هماهنگ كنندههاي نگهداري بهرهور فراگير ( TPM ) از چند منبع امكانپذير است. بيشتر دستياران با تجربه مهم سازمانها در ساخت به خوبي به افراد مشاوره ميدهند و اطلاعات موجود قابل اجراي (TPM) را به گروه آموزش ميدهند.
برای دریافت کلیه روشهای اجرایی، دستورالعملها، فرمها و چک لیستهای نگهداری و تعمیراتاینجا کلیک کنید.
برنامه ریزی تولید عبارت است از اهداف قابل اندازه گیری و تصمیم گیری در خصوص نحوه دست یابی به این اهداف.
برنامه ریزی تولید چیست؟
عبارت است از فرآیند تصمیم گیری در خصوص منابعی که سازمان برای عملیات تولید آینده اش به آنها نیاز دارد و همچنین تخصیص این منابع جهت تولید محصول مورد نظر به تعداد مورد نظر و با کمترین هزینه و زمان.
اهداف برنامه ریزی تولید:
۱- استفاده مناسب و کارآمد از منابع
۲- رضایت مندی مشتری
۳- کمک به مدیران جهت تصمیم گیری بهتر
۴- کاهش هزینه های تولیدی ناشی از اضافه کاری و قراردادهای جنبی یا برون سپاری
۵- کاهش هزینه های نگهداری
۶- ایجاد یک بانک اطلاعاتی مناسب
پيش بيني:
پیش بینی بر دو گونه است:
۱- پیشگویی:
معمولاً بر اساس تجربيات افراد استوار است و بسته به ميزان تجربه و اطلاعات شخص از يك موضوع مشخص ، صحت و سقم پيشگويي متغير مي باشد. هر چه ميزان تجربه و دانسته ها بيشتر باشد تخمين به واقعيت نزديكتر خواهد بود. روش معمول در پيشگويي دلفي مي باشد.
موارد استفاده:
توليد محصول جديد.
عدم دسترسي به اطلاعات دوره هاي گذشته.
اطلاعات جمع آوري شده در گذشته مطمئن نباشند.
۲- پیش بینی:
تجسم يك موقعيت در آينده بر اساس اطلاعات گذشته را می گویند که به سه حالت : کمی، کیفی و علت و معلولی می باشد.
روشهای پیش بینی کمی:
ميانگين ساده
پيش بيني بر اساس آخرين دوره
ميانگين متحرك
ميانگين متحرك موزون
هموار سازي نمايي ساده
هموار سازي نمايي دوبل
هموار سازي نمايي فصلي
رگرسيون ساده
معروفترين روش پيش بيني علت و معلولي روش رگرسيون ميباشد.
برنامه ریزی ادغامی:
در برنامه ریزی ادغامی محصولات با هم ترکیب شده و براساس یک واحد مشترک نظیر لیتر، تن، شبکه، نفر-ساعت و … بیان می شوند.
ورودی های برنامه ریزی ادغامی:
منابع: نیروی انسانی، تجهیزات
پیش بینی تقاضا
سیاست ها: قراردادهای جنبی، اضافه کاری، تغییر سطح موجودی، پس افت تقاضا
هزینه ها: هزینه نگهداری کالا، استعلام و اخراج، اضافه کاری، تغییر سطح موجودی، قرارداد جنبی
مراحل برنامه ریزی ادغامی:
۱- انتخاب افق زمانی برنامه و تقسیم آن به مجموعهای از پریودها.
۲- پیشبینی تقاضای هر کدام ازخانوادههای محصول و ساعات کار مورد نیاز برای هر خانواده محصول.
۳- در صورت امكان همگن كردن تقاضا ها در دوره هاي مختلف
۴- مقایسه ظرفیت موجود تولید با ظرفیت مورد نیاز
۵- انتخاب استراتژی تولید.
۶- بهینهسازی برنامه
استراتژی های برنامه ریزی ادغامی:
استراتژی های پیشگیرانه: شامل قیمت گذاری، پس افت تقاضا و یا ایجاد تقاضا
استراتژی های واکنشی: شامل استخدام و اخراج، اضافه کاری، به کارگیری نیروی نیمه وقت، استفاده از موجودی اضافی، قراردادهای جنبی (برون سپاری) برای عرضه
رویکردهای حل برنامه ریزی تولید:
روش های مبتنی بر سعی و خطا و اصول ابتکاری (روش های مکاشفه ای، راه حل های غیربهینه)
روش های مبتنی بر تحقیق در عملیات (با هدف بهینه سازی جواب)
نگهداریوتعمیرات سیستمهای تولیدی دو عامل تاثیرگذار در سازمانهای تولیدی به شمار میآیند. به همینسبب امروزه نگهداریوتعمیرات ( نت خودگردان ) و مدیریتکیفیتفراگیر در سیستمهای تولید با کلاس جهانی بسیار مطرح هستند.
AM شاخه ی بسیار مهمی از نظام TPM به شمار می آید. با تکیه بر نیروی انسانی و رشد فرهنگ سازمانی سعی میشود تا اتلافهایی چون عیوب کیفی خرابیهای اضطراری و حوادث از صنعت کاهشیابد و یا حذفشود.
از نتایج اجرای این سیستم میتوان به تاثیر بسزای اجرای نت خودگردان در کاهش میزان توقف ماشین آلات و افزایش در دسترس بودن تجهیزات تولیدی و افزایش ایمنی محیط اشاره نمود.
در دنیای صنعتی امروز اتلافهای زیادی در کارگاههای تولیدی اتفاق میافتد. این اتلافها میتواند ناشی از عملکرد اپراتورها، پرسنل تعمیراتی، فرایند، مشکل ابزار و قطعات غیرقابلدسترسی در زمان مورد نیاز باشد.
علاوه بر این ماشینهای بیکار، نیروی انسانی بیکار، خرابی ماشینآلات، قطعات برگشتی، همگی نمونههایی از این اتلافها هستند.
برای دریافت کلیه روشهای اجرایی، دستورالعملها، فرمها و چک لیستهای نگهداری و تعمیراتاینجا کلیک کنید.
https://iran-form.ir/wp-content/uploads/2022/01/am-1.jpg441630iran-formhttps://iran-form.ir/wp-content/uploads/2021/04/iranformlogo-300x138.pngiran-form2022-01-16 08:36:482024-03-25 12:52:46نت خودگردان (AM) و نقش 5S در اجرای آن
نگهداری و تعمیرات، مجموعه ای از فعالیتها و عملکردهاست که هر کدام با توجه به تعاریف خود ، ماموریت عملیاتی نگاهداشتن دستگاهها، ماشینآلات و تجهیزات را دارند. که باعث می گردند قابلیت عملیاتی آنها حفظ شود. امروزه نگهداری و تعمیرات یک تجهیز یعنی: طرح ریزی و انجام فعالیت هایی برروی تجهیزات که باعث عملکرد مستمر تجهیز برای تولید محصول یا خدمات با کیفیت را مهیا سازد.
هدف از تعميرات و تعريف آن
لغت MAINTENANCE كه ما آنرا نگهداري – تعميرات ترجمه نموده ايم مفهومش در صنايع شامل كليه عملياتي مي شود كه براي سالم و مرتب نگاه داشتن وسايل كار چه ماشين چه غير ماشين انجام مي گردد. در صنعت عملياتي از قبيل بازديد مرتب وسايل روغنكاري , رفع عيوب و نواقص كوچكي كه احتمالاً, ضمن كار پيدا مي شود. بطور مداوم و قبل از پيدايش لنگيهاي بزرگ يا تعمير و لكه گيري ساختمان و تجديد رنگ در فواصل معين و كليه اموري كه باعث بر قرار داشتن وضع صحيح كار مي شود. بنام MAINTENANCE مرسوم گرديده است.
در صنايع با قبول و ادامه روشهاي آزمايش MAINTENANCE مي توان وضعي بوجود آورد كه اولاً ماشين آلات و وسايل بدون لنگي و مرتب كار نموده و ثانياً مصارف ماشين در پائين ترين حد خود باقي بماند و علاوه بر تمام اينها هزينه تعمير به حداقل ممكنه پائين بيايد.
در كارخانجات صنعتي ماشين آلات همواره در حال فرسوده شدن هستند, بنابراين مسئله تعميرات و نگهداري ماشين آلات يكي از مهمترين مسائل قابل توجه مي باشد.
محورها, بلبيرينگها, چرخدنده ها, تسمهها و ساير قطعات يك ماشين فرسوده میشوند و تعويض يا تعمير آن لازم ميگردد. روغنها و گريسها در اثر كار كثيف ميشوند و خاصيت اصلي خود را از دست مي دهند و احتياج به تعويض دارند. الكتروموتورها، وسائط نقليه مثل نقاله ها، ليف تراكهاي برقي و گازوئيلي، جرثقیلها و غيره احتياج به سرويس و تعمير منظم دارند.
هدف اصلي از ايجاد يك سيستم صحيح نگهداری و تعمیرات ماشین آلات عبارتست از :
– جلوگيري ازتوسعه عيوب و نقايص.
– بر طرف كردن نواقص و معايب جزئي قبل از احتياج به تعميرات كلي .
– جلو گيري از وقفه در عمليات توليد از طريق تعويض قطعات فرسوده قبل از شكستگي و از كار انداختن دستگاه.
– كاهش توقف هاي توليد و جلوگيري از زيانهاي ناشي از وقفه در كار.
– صرفه جويي در نيروي انساني بعلت تقليل عمليات تعميراتي.
– استفاده بهتر از كاركنان قسمت نصب و تعميرات.
– كاهش تعميرات كلي و تكرار.
– كاهش در مصرف لوازم يدكي و تقليل هزينه مربوطه.
– كاهش در حجم مقدار محصول نامرغوب و افزايش مرغوبيت محصولات.
– ازدياد طول عمر ماشين آلات و صرفه جويي در خريد ماشينهاي جديد.
– تشخيص نوع عملكرد ماشين آلات و تعيين هزينه هاي تعميراتي مربوطه به منظور تصميم گيري در مورد تهيه و انتخاب ماشينهاي جديد.
– افزايش راندمان توليدي ماشين آلات و كاهش هزينه هاي توليد.
انواع سيستم هاي تعميراتي
نقش قسمت تعميرات تنها تعمير دستگاه هاي خراب نمي باشد بلكه بايد مرتباً در فواصل مشخص دستگاه ها را بازديد كند، روغنكاري نمائيد، صورت لوازم يدكي و احتياجات را تنظيم نموده و برنامه هاي تعميرات اساسي و تعميرات غير اساسي را پي ريزي كند. تمام اين عمليات را به نحوي انجام دهد كه مزاحمتي براي جريان توليد پيش نياورد(يا بحداقل پيش بياورد) .
حالت ايدآل آن است كه اصولاً خرابي پيش نيايد و خواباندن دستگاه ها جز آنچه در برنامه كلي پيش بيني گرديده لازم نشود. بدون شك رسيدن به اين حالت ايده آل امر بسيار مشكل و در بعضي مواقع غير ممكن است. براي رسيدن به حالت ايده آل فوق و هدفهاي تعميرات و نگهداري روشهاي مختلفي متداول است كه ذيلاً بشرح تعدادي از آنها مي پردازيم.
۱- روش جانشين كردن سرمايه
در اين حالت يك ماشين يا دستگاه يدكي براي هردستگاه در كارخانه موجود است كه به مجرد خرابشدن دستگاه اولي، دستگاه يدك جانشين آن ميگردد.
۲- تعميرات خرابي
در اين روش از ماشين يا دستگاه بدون رسيدگي زياد آنقدر كار می كشند تا ماشين از كار بيافتد و وقتي كه از كار افتاد تعمير آن را شروع مي نمايند و به معني ديگر آنكه براي پيش گيري از خرابي يا از كار افتادن دستگاه هيچ يا تقريباً هيچ فعليتي انجام نمي شود.
۳ –روش تعميرات پيش گيري
بطور كلي مي توان اين روش را بهترين و سالمترين نوع تعميرات دانست .در اين روش با پيش بينيهايي كه بعمل ميآيد از بوجود آمدن خرابيها از فبل جلوگيري ميشود. نه آنكه به انتظار خوابيدن دستگاه و بعد عمليات تعمير را شروع نمایید. در اين روش ميبايست ابتدا مبادرت به استخراج دستورالعمل هاي تعميراتي در فواصل زماني تعيين شده توسط كارخانه سازنده نمود. سپس طبق آن عمل كرد.
۴- تعميرات برنامه اي
بطور كلي و بعنوان يك اصل مسلم بايد گفته شود. براي اينكه از يك دستگاه توليدي بتوان كار بدون دردسر انتظار داشت در فواصل معيني از آن بازديد و تعمير اساسي يا تعويض قطعات بعمل آيد. روي تجارب كار مي توان فواصل چنين بازديد و تعميرات را براي كار كردن بدون دردسر هر دستگاه را تعيين كرد.
۵- روش تعميرات توليدي
بطوريكه ديده شد تعميرات پيشگيرانه مستلزم بازديدهاي دائمي و هزينه هاي نسبتاً سنگين براي تعميرات كارخانه ببار مي آورد. در اينجا روش ديگري بنام تعميرات توليدي وجود دارد كه در اين روش در مورد تنها قسمتي از ماشين آلات و وسایل كارخانه كه كار منظم و دقيق آنها جنبه حياتي براي توليد دارد تعميرات پيشگيري عمل مي شود و در مورد ساير دستگاه ها تعميرات برنامه اي انجام ميشود.
حالات مختلفي كه سبب توقف دستگاه و انجام عمليات تعميراتي را باعث ميشود عبارتند از :
۱- حالتي كه ماشين يا دستگاه به هر علتي از كار افتاده است.
۲- حالتي كه ادامه كار ماشين خطراتي براي جان كارگر داشته باشد.
۳- حالاتي كه با تجربه قبلي مي دانيم حالتي از خرابي قريب الوقوع دستگاه است و يا در صورت ادامه كار به ساير قسمتهاي دستگاه زيانهائي مي رساند.
۴- حالتي كه ميتواند در كيفيت توليد تاثيرات بسيار نامطلوبي داشته باشد.در صورت بروز چنين حالاتي مسئول كارگاه با پركردن فرمي بنام فرم”درخواست انجام تعميرات“ و ارسال آن به دفتر تعميرگاه خرابي دستگاه را اطلاع و تقاضاي برطرفكردن نقش آنرا مينمايد.
همچنين در اين زمان كارت قرمز رنگ ” در دست تعمير“ را به دستگاه آويزان نموده كه از روشن نمودن يا بكار انداختن آن بطور اشتباه جلوگيري شود.
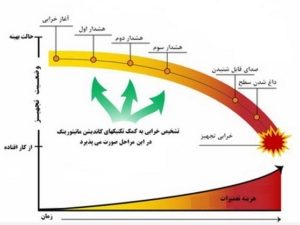
آشنایی با منحنی P-F
P-F مخفف Potential Failure به معنای خرابی بالقوه است. Potential Failure و یا خرابی بالقوه، مرحلهای از خرابی ماشین است که اولین نشانههای خرابی قابل اندازهگیری و تشخیص هستند. منحنی P-F یک مفهوم اساسی را در مراقبت وضعیت تداعی می کند. این منحنی که نمونه ای از آن را در زیر می بینید، وضعیت تجهیز در حال خرابی را بر حسب زمان نشان می دهد. همانطور که مشاهده می کنید، هزینه تعمیرات با رشد روند خرابی به صورت فزاینده بالا می رود.
فهرست تکنیکهای پر کاربرد مراقبت وضعیت نگهداری و تعمیرات ماشین آلات
برخی از تکنیکهای رایج در مراقبت وضعیت عبارتند از:
– استفاده از حواس پنجگانه
– آنالیز ارتعاشات
– آنالیز صدا
– آنالیز آلتراسونیک
– ترموگرافی
– آنالیز کارآیی (Performance)
– آنالیز روغن و ترایبولوژی (Tribology)
– آنالیز مدار موتور و سایر تستهای الکتریکی
CMMS چیست؟
CMMS مخفف عبارت Computerized Maintenance Management System به معنی “سيستم مديريت مکانيزه نت” است. در بسیاری از صنایع با توجه به تعداد زیاد تجهیزات و ماشینآلات و حجم بالای فعالیتهای مرتبط با سازمان نت، پیگیری امور و فعالیتها بهصورت دستی و کاغذی برای نگهداری و تعمیرات ماشین آلات دشوار است. لذا با استفاده از سیستم نرم افزاری یا paperless می توان بر این مشکل غلبه کرد. ضمن اینکه انجام برخی تحلیلهای آماری تنها با بکارگیری سیستم نرمافزاری و استفاده از کامپیوتر امکانپذیر است.
استراتژيهای نگهداری و تعمیرات ماشین آلات
در حال حاضر چهار استراتژی مختلف در عرصه نگهداری و تعمیرات شناخته شده اند، که عبارتند از:
– تعمیر پس از خرابی (Run to Failure)
– نت پیش گیرانه (Preventive maintenance)
– نت پیش بینانه/ پیشگویانه (Predictive maintenance)